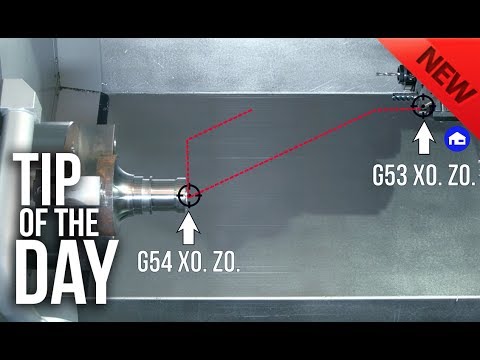
Use G53, not G28, to Cut Cycle Times and Position Your Lathe Turret – Haas Automation Tip of the Day
Use G14 to Program Your Lathe Sub-Spindle The Easy Way - Haas Tip of the DayПодробнее

Use G53 Instead of G28 to Send Your Haas Mill to Home Position – Haas Automation Tip of the DayПодробнее

Use G53, not G28, to Cut Cycle Times, Position Your Lathe TurretПодробнее

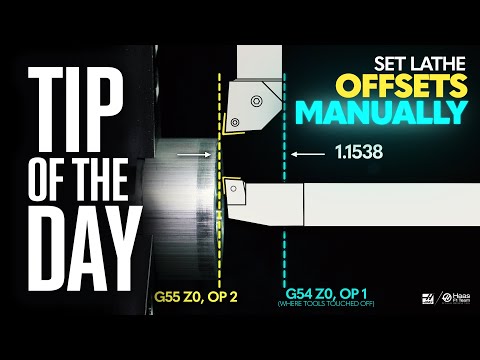
Set Your Lathe Offsets Manually - Haas Automation Tip of the DayПодробнее
Master the G71 Roughing Cycle! - Haas Automation Tip of the DayПодробнее

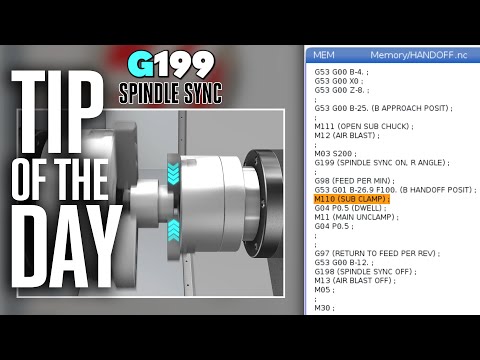
Sync Your Spindles with G199! Complex Handoffs, Simplified - Haas Automation Tip of the DayПодробнее
Troubleshoot your lathe G71 and G72 roughing cycles quickly – Haas Automation Tip of the DayПодробнее
